Nikasil & NSC Cylinder Platings

Nikasil & NSC Cylinder Platings
Frequently Asked Questions about Nikasil and NSC Cylinder Platings
LN Engineering has been in the business of manufacturing billet aluminum cylinders and reconditioning of aluminum engine blocks for aircooled and watercooled Porsche vehicles since 2002. The Porsche cylinders sleeves sold by LN Engineering feature Nikasil and NSC cylinder platings. This includes Mahle Motorsport and LN Engineering aircooled Nickies cylinders and watercooled Nickies sleeves.
In those years, we’ve been asked many questions about Nikasil and NSC cylinder platings and we have put together what we feel is the definitive guide to everything Nikasil with a treasure trove of information available nowhere else on the internet in one single place. We hope you find this information both interesting and useful as it’s applicable to more than just our Porsche clientele but also to anyone with an engine that has Nikasil plated cylinder bores. Whether you need a new set of pistons and cylinders for your Porsche engine or need to have your used cylinders or an Alusil or Lokasil engine block repaired and reconditioned, please give the Nikasil and NSC cylinder plating experts at LN Engineering a call!
What is Nikasil?
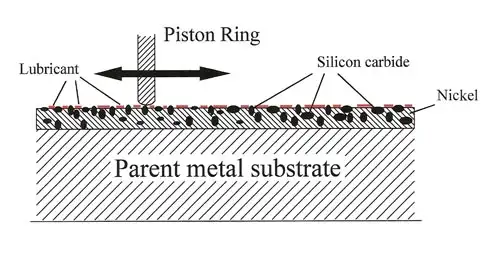
Nikasil was developed by Mahle in 1967 in conjunction with NSU (later acquired by Volkswagen in 1969), Citroen, and Mercedes to provide a wear resistant, oleophillic coating for Wankel aluminum rotary engine casings to allow the apex seals to run directly against the aluminum housings. As aluminum is very soft, it would wear out almost instantly without a hard surface for the apex seals (or piston rings) to run on. Nikasil plating was applied to the aluminum alloy casings using an electrolytic deposition (electroplating) process in which silicon carbide (SiC) particles dispersed in a nickel (Ni) matrix were applied, providing the wear surface.
The first Porsche engine to use Nikasil was the Porsche 917 starting in 1969 then all future race engines starting from the 1973 Carrera RS.
Kolbenschmidt later developed their Galnical plating, which is similar in appearance and function to Mahle’s Nikasil.
If hard chrome plating is still used for cylinders in certified aircraft engines, why is Nikasil better?
Prior to the availability of cylinder platings, aluminum blocks or cylinders would have to be fitted with iron liners or a cast iron block or cylinders would have to be used. The ability to run aluminum cylinders without iron liners provided improved thermal conductivity and allowed for running tighter tolerances, both important considerations for high performance engines. The answer was hard chrome plated cylinder bores. In addition to being much harder (69-72 Rc) than cast iron, chrome plated cylinder bores allowed for reduced friction and weight reduction, however chrome plated bores suffered from poor oil retention. In fact, Mahle Chromal cylinder bores for aircooled Porsche applications predating Nikasil were dimpled to improve oiling.
However with the development of Nikasil by Mahle in the 1960s, oiling issues were overcome, providing superior wear resistance, and compared to chrome, Nikasil has the ability to retain its hardness at much higher temperatures. Lastly, Nikasil provided improved ring compatibility over chrome plated cylinders that could only be run with cast iron piston rings.
Porsche was the one of the first to use Nikasil in a piston engine both in race and production engines. This superseded Porsche’s use of chrome-plated “Chromal” aluminum alloy cylinders with improvements in ring seal, resulting in a reduction in oil consumption, less blowby, and an increase in power output.
What is the difference between Nikasil, Alusil, or Lokasil?
Where Nikasil is a plating composed of nickel, silicon, and carbide that is electroplated onto the cylinder bore, Alusil is a hypereutectic aluminum alloy characterized by high silicon content exceeding 12% dissolved silicon crystals by weight. As part of the manufacturing process, both Nikasil and Alusil bores have to be honed, but for different reasons. Specific to Alusil, Lokasil, and other high silica substrates, the finishing process for these bores exposes the silicon particles. Coupled with the tribofilm that forms on the cylinder bore, it is these silicon particles that support the piston/ring/cylinder system. Engines with hypereutectic bores also require special piston coatings to prevent the aluminum pistons from wearing against the uncoated aluminum bores where pistons fitted to a Nikasil bore do not require any specific piston coating.
Lokasil is similar to Alusil, however the entire block is not cast out of a hypereutectic alloy but rather a freeze cast sleeve holding silicon particles in a resin binder is inserted into the mold for the casting. Molten aluminum is injected into the mold and the resin binder is replaced by aluminum, resulting in localized high silicon content only in the area of the cylinder bores.
Is Nikasil magnetic?
Yes, Nikasil is slightly magnetic meaning a magnet will indeed stick to the cylinder bore unlike Alusil and Lokasil which are not magnetic.
What is the difference between Nikasil and SUMEbore?
Like Nikasil, SUMEbore can be applied to an aluminum engine block or cylinder to provide the required wear surface for the pistons and rings. Where Nikasil is applied by electroplating, SUMEbore is an APS (atmospheric plasma spraying) coating. Oerlikon offers several different powders that are superheated to a plasma and sprayed onto the bore. The superheated coating fuses with the cylinder substrate. After cooling, it has to be honed. However, unlike Nikasil, a finish honed SUMEbore coated cylinder has no visible cross-hatch as there are microscopic pores in the coating that hold oil to provide the required tribofilm to support the piston/ring/cylinder system. Oerlikon offers several different powders with varying compositions to provide specific benefits like reduced friction or improved corrosion resistance.
Aside from Oerlikon’s SUMEbore APS process, there are also several other competing technologies being utilized by OEMs including Plasma Transfer Wire Arc (PTWA), High Velocity Oxygen Fuel (HVOF), Laser Alloying, or Twin Arc Spraying, just to name a few.
What is the difference between Nikasil and NSC cylinder bore platings?
Just like factory Porsche Nikasil plated Mahle cylinders, LN Engineering’s Nickies aircooled cylinders and watercooled sleeves feature a Nickel Silicon Carbide (NSC) cylinder plating made up of very small (1-3 μm) silicon carbide particles (~7-14% by volume) in nickel matrix, forming an extremely hard and durable surface. Equally important to the even dispersion of silicon carbide particles is the hardness of the nickel to ensure proper adhesion and prevent abnormal wear. Silicon carbide is used because of its uniform particle size and being second only in hardness to diamonds, it provides excellent wear characteristics. In fact, the resulting wear surface for the pistons and rings to ride on is about ten times harder than cast iron with a surface hardness of about 90 HRC (typical Nikasil plating hardness is 500 /- 100 Vickers).
The NSC plating is electroplated onto the cylinder bore and then the bores are diamond honed with a plateau finish. After honing, the plating ends up being .004-.005″ thick (per side) and unlike a steel, ductile, or cast iron sleeve, the NSC plating does not hinder cooling and allows for excellent heat transfer into the aluminum, up to five times that of cast iron. A cooler running engine results in a higher volumetric efficiency, resulting in more power.
Like Nikasil, the NSC plating has a much smoother surface finish than what is typically found on steel or iron cylinder bores. Nikasil and NSC platings both have the added benefit of being oleophilic, which means the cylinder bores have a strong affinity for oils. These factors contribute to a much lower coefficient of friction for the cylinder bores than traditional steel or iron. This increased lubricity contributes to a two to four percent increase in horsepower. These platings also provide superior corrosion resistance and exceptional high temperature performance.
There are other Ni-SiC composite cylinder bores platings similar in composition and performance to Nikasil or NSC that go under the trade names of NiCom, Electrosil, Electrofusion, Revasil, SCEM, Apticoat, NikaSeal, ElNiSil, and Galnikal.
What type of cylinder plating does LN Engineering use for its Nickies cylinders?
Nickies cylinders primarily feature NSC platings and are finished to our specifications.
LN Engineering carries out several additional quality control checks for cylinder geometry including precision measurements of the cylinder bores for ovality and taper using a Sunnen GA-2125 dial bore gauge. Surface finish parameters are also verified using a Mitutoyo Surftest SJ series to ensure proper RvK, RpK, Rk, and Ra. LN Engineering’s extensive quality control inspection process prior to shipping ensures optimal performance from your cylinders on your engine rebuild.
Can you reuse Nikasil plated cylinders by simply re-ringing the pistons?
The only real disadvantage to Nikasil is rapid wear and degradation of the plating due to ingestion of dirt, however this can be mitigated using proper air filtration. In most cases, if there is no visible damage or measurable wear, the cylinders and pistons can be re-ringed after the cylinders are thoroughly deglazed and cleaned. Equally important when reusing components is that they are all measured to make sure they are within wear limits- that also extends to the pistons.
There are several techniques that can be used to prep cylinders for re-ringing:
Typically the most common way to prep a used Nikasil cylinder is to deglaze the bore using hot soapy water and a red general automotive grade 3m scotch-brite pad. The final cleaning step involves using denatured alcohol and lint-free Kimwipes. This is the process LN Engineering recommends for cleaning cylinders.
Brush Research Manufacturing offers glaze breaking flex-hones with a 240 grit aluminum oxide abrasive that can be used as well to deglaze your cylinders but should also be cleaned thoroughly after using a flex-hone. As the aluminum oxide abrasive is softer than the Nikasil plating, it will not embed into the plating and can be easily washed away after use.
An ultrasonic parts washer run at 130-180 deg F is very effective at cleaning engine components and will not harm the Nikasil plating. Be sure to rinse the part after it has been run in the ultrasonic with hot water to prevent spotting or staining of the aluminum. If the cylinder bores become stained or spotted, you can use graffiti remover to clean the bores of any discoloration.
A 20% solution of muriatic acid can be used to deglaze the cylinder bore. Apply to a cloth and then wipe it onto the bores. Allow 3-4 minutes contact time, scrub, then wash clean with soap and water.
Regardless of what method is used, a final cleaning with denatured alcohol and Kimwipes is highly recommended. With all these processes there is no need to oil the bores after cleaning or use a corrosion inhibitor as Nikasil does not rust. Applying oil to a cleaned bore prior to engine assembly will just attract airborne contaminant particles that can cause wear to engine components.
Can Nikasil cylinders be re-honed?
Since the Nikasil plating can be anywhere from .002-.006” thick, re-honing a cylinder bore can be tricky. Although it is possible to restore cylindricity to any wear areas with light honing, generally the rule of thumb is that if the wear is greater than .001”, the cylinder should be stripped and re-plated. Another consideration before choosing to re-hone a Nikasil cylinder is the piston to cylinder clearance. Some engines have as little as .0007” total clearance, so honing the bores may result in piston slap due to excess piston to cylinder clearance.
Can Nikasil cylinders be re-plated?
Although it’s very common for Porsche Nikasil plated cylinders to last hundreds of thousands of miles with regular maintenance including proper air and oil filtration, when it comes time to rebuild your Porsche engine, there are instances where the cylinder plating may need to be redone. Beyond the traditional fingernail test to see if you can catch your nail on any scratches in the plating, use of a dial bore gauge to measure ovality and taper is required.
Upon inspection of your cylinders, if scratches, chips, nicks, cut-through, or worn spots in the plating are discovered, the cylinders should be re-plated. Silicon (dirt) ingested by the engine due to poor air filtration or from foreign object debris is a likely culprit for wear in Nikasil cylinders. Debris caught between the pistons and rings can impart damage to the cylinder bores, rings, and pistons, so it’s important to inspect all components during teardown.
One final consideration when deciding whether to repair or replace your Nikasil-plated cylinders on an aircooled engine is whether or not the engine has been overheated. Sustained EGTs over 1450F or cylinder head temperatures over 400F can result in softening of the aluminum alloys and loss of strength.
The Nikasil plating can be removed either by honing through the plating down to the bare aluminum or stripping the existing plating using acids. The cylinder then goes through several pre-treat baths to prep the cylinder or block before the Nikasil plating and honing process, allowing the cylinder or engine block to be reused an almost infinite number of times.
What is porosity and will it affect my cylinders?
Porosity is gas trapped in the base metal aluminum during the casting process for cylinders or engine blocks. These holes are exposed when the cylinder is machined or subjected to various chemicals in the plating process. The pits are usually small in size and will not adversely affect the performance or longevity of the cylinders or engine. These pits will not cause the coating to peel nor will a ring hook on them and is considered a cosmetic problem only. We typically only see porosity in original cylinders when they come in for reconditioning. In most cases, porosity in the bores does not pose any problem, but occasionally if there is porosity at the sealing surfaces or in ring travel, especially close to the combustion chamber where the cylinder will see higher pressures and temperatures, we may recommend the cylinder be replaced.
Can you resurface the deck on a cylinder or engine block with Nikasil cylinder bores?
Care must be taken if you have a cylinder that needs the cylinder head sealing surface (deck) resurfaced to prevent chipping or separation of the Nikasil plating. LN Engineering offers a service where the deck can be surface ground to safely renew this surface after the cylinder has been reconditioned, avoiding possible flaking or separation, however if the cylinder has an existing cylinder head gasket groove, the depth of the groove will need to be re-machined to provide the correct depth for the head gasket. Cylinder height is then adjusted by varying the base gasket/shim thickness to set the correct deck height.
Likewise, if resurfacing an engine block, it is important to verify that thicker MLS head gaskets are available to make up for any material removed from the deck during the reconditioning process. Furthermore, if the bores size was enlarged during the reconditioning process, custom head gaskets will also be necessary to accommodate the larger bores size. Cometic Gasket offers thicker head gaskets for many applications to accommodate stock diameter or oversized bores. It is critical to verify head gasket availability before doing any work to the engine block.
Does Porsche still use Nikasil?
Porsche, like most manufacturers, has migrated away from using Nikasil cylinder bore platings due to environmental concerns. To overcome issues with Alusil and Lokasil aluminum engine blocks, Porsche has successfully migrated to using PTWA cylinder bore coatings in their sports car models starting with the 718 and 991.2.
What is the best way to repair hypereutectic aluminum Alusil or Lokasil engine blocks?
Cast iron, ductile, or steel sleeves can and have been previously fitted to aluminum engine blocks to repair Alusil or Lokasil engine blocks with damaged bores with mixed success. This requires dry or wet sleeves to be installed with an interference fit varying from as little as .002” to as much as .005”. An interference fit is required as dissimilar expansion rates between the sleeve and block would otherwise allow the repair sleeves to move during engine operation if there is insufficient interference. Typically the engine block is heated up and the sleeves are chilled using dry ice or liquid nitrogen to have a difference in temperature of about 392F (200C).
Some engine castings are more robust than others and fitting sleeves in this manner can cause these blocks to crack, which is the case with many cast hypereutectic aluminum crankcases used by most European automobile manufacturers as they were never designed to be sleeved.
There are also performance downsides including poor thermal conductivity and lower horsepower and torque due to increased friction as well as reduced thermal and volumetric efficiency. Kolbenschmidt also recommends that piston to cylinder clearances need to be opened up .0004-.0008” over factory specifications if iron or steel sleeves are fitted to an aluminum engine block which can cause piston slap until the engine has reached full operating temperature.
That said, the best way to repair a linerless all-aluminum engine block is to use a NSC plating to restore the surface finish. This includes damaged cylinder bores in Alusil engines that have suffered bore scoring or piston seizure. Assuming the engine was not overheated and is still otherwise serviceable, the cylinder bores must be bored out roughly .0085” to allow them to be coated using Nikasil or an equivalent NSC plating which is then honed to final size. This has the added benefit of reducing friction and wear while not negatively affecting performance or cooling, unlike iron or steel liners.
Some engines like the Lokasil M96/M97 engine block used in Porsche Boxster, Cayman, and 911 models from 1997 through 2008 can suffer from scoring as well as other cylinder issues like slipped sleeve failures or cracking that requires these blocks to be wet sleeved to prevent future failures. Rather than fitting iron or steel sleeves or direct plating the bores, LN Engineering specializes in the repair of Lokasil engine blocks using billet aluminum NSC-plated cylinder mid-stop sleeve or liner and has successfully fitted their Nickies both dry and wet sleeves to many other hypereutectic engine blocks since 2002.
What is the best way to repair an aluminum engine block with PTWA, APS, or similar thin-wall coatings?
We would treat any PTWA or APS coated block like we would an Alusil engine block. This requires us to remove the existing coating and then recoat the bores and hone the cylinder bores to size. If there is deep scoring, we will typically bore the block out 1mm and do the same process. If the customer wants to keep the stock bore size, we can fit a dry aluminum sleeve to the block which can then be coated, but this adds significant cost.
Can you re-use your original pistons when repairing or reconditioning an aluminum engine block?
In most cases, if you have an aluminum engine block that requires reconditioning, the original pistons are likely worn or damaged, requiring replacement.
Another consideration when it comes to reusing pistons is whether they are compatible with Nikasil bores. For example, the pistons used in Alusil and Lokasil engine blocks feature an iron-clad plating or coating which prevents galling that would otherwise occur with an aluminum piston running on an uncoated aluminum cylinder bore. These piston coatings are not compatible with Nikasil cylinder bores or any other cylinder bore finish other than the original Alusil or Lokasil.
Lastly, the original pistons may be set up for piston rings that are not compatible with Nikasil, however it may be possible to source custom piston rings from Total Seal to fit the original pistons that are compatible with Nikasil. Alternatively, it might be possible to re-cut the piston ring grooves to fit compatible rings, but this can be costly.
The best solution is to fit new pistons to any reconditioned aluminum engine block with Nikasil-plated cylinder bores. LN Engineering stocks popular replacement pistons for Porsche engines, however we can supplycustom forged pistons to suit any application as long as we are supplied a sample piston from which to base the new replacement. In some cases, engines were originally fitted from the factory with bank specific pistons, so in that case we’ll need a sample piston from both banks. Piston to cylinder clearance may also need to be adjusted when switching from a cast to a forged piston, especially if using a 2618 forged alloy piston.
How does the Nikasil plating process work?
Depending on if you are starting with a new cylinder or reconditioning a used cylinder, the first step is to remove or mask off all steel components, otherwise they will dissolve later on during the plating process. The cylinder is then cleaned before the existing plating (if any) is chemically removed. If reconditioning a used cylinder, once it is down to bare aluminum the bore can be inspected for damage. With light damage, the cylinder can be slightly over-bored to remove the damage and then plated back to the original size with slightly thicker plating than is normally used on a new cylinder. If the damage is severe, in some cases the cylinder can be welded then bored to restore a usable surface for the plating to adhere to. Prior to plating, the cylinder will go through an etching process to ensure it’s clean and oxide free to ensure proper adhesion of the plating. Although some refer to Nikasil as a coating, it’s actually an electroplating process where a negative charge is placed on the cylinder and a positive charge on the anode. The potential difference causes the nickel to plate out onto the cylinder bore, entrapping the silicon carbide in the process as the mixture of nickel salt and silicon carbide is pumped up through the cylinder. When properly applied, the bond strength of the NSC plating is about 25,000 psi. After plating, the cylinders are then honed using diamond stones.
How thick can the NSC plating be applied to a cylinder?
Although typical thickness is .004”-.005” (0.1-0.13 mm), the plating can be applied up to .040” or 1mm thick, however the plating can become brittle if applied too thick. In most cases where there is damage to the cylinder bore such as scoring, the bore can be bored out to provide an undamaged surface for the plating. When repairing Porsche Alusil engine blocks, if there is damage and keeping the stock bore size is desired, an aluminum dry sleeve can be fitted to one or multiple cylinders prior to plating.
Which manufacturers have used Nikasil or equivalent nickel silicon carbide plating?
Nikasil cylinders are used in great quantities in aircooled two- and four-stroke engines as well as in watercooled four-stroke and racing engines with great success. Although Porsche is probably the best known consumer of Nikasil cylinder platings used in its aircooled engines, Nikasil is still very popular in motorsports and powersports and has been used by Audi, BMW, Chevrolet, Citroen, Ducati, Ferrari, Ford, Honda, Jaguar, KTM, Lotus, Maserati, Mercedes, Polaris, Renault, Suzuki, Yamaha and many other manufacturers of high performance engines.
Is there a problem with Nikasil and high sulfur fuels?
There are few disadvantages to Nikasil when it’s done right. Done incorrectly, peeling and bubbling as well as excessive buildup of the plating can occur, but BMW’s M52 and M60 engines and Jaguar’s V8 used in the XK8/XKR experienced issues with Nikasil and high sulfur fuels in the 1980s and 1990s. Before 2000, fuels in the United States and some other markets had much higher sulfur content than typically found in unleaded fuels sold in the UK and Europe. This increased sulfur concentration in low quality fuels led to the formation of sulphuric acid in the crankcase during normal operation that would damage the Nikasil linings, resulting in scored bores and worn piston rings that could no longer seal leading to low compression and high oil consumption. Short distance driving where engines cannot reach their intended operating temperatures for an extended period leads to condensates forming producing sulphurous acids together with sulphur contents from the combustion of sulphurous acids. Operation in colder climates further contributed to the formation of these acids and engine damage.
Sulfur occurs naturally in crude oil and these oils with high sulfur content are referred to as “sour.” Sour crude oils are cheaper but require additional refining. The oil is run through a hydrofiner to remove sulfur during refining but this process also reduces the octane level of the gasoline produced, requiring additional processing and increased additive levels to restore the octane level of these fuels. The United States Environmental Protection Agency’s (EPA) Tier 2 Gasoline Sulfur program reduced sulfur content by up to 90% in 2000 and Tier 3 later imposed a 10ppm limit in gasoline beginning in 2017, so it is unlikely to experience these issues in engines with Nikasil plated bores with modern fuels.
However it is worth noting that Porsche never experienced any of these issues with their Nikasil cylinders in the decades before sulfur limits were placed on fuels sold in the United States. We’ve never seen or heard of any failures due to sulfur content in unleaded fuels either with NSC platings.
Why is honing so important for Nikasil Cylinders?
Honing is critical for Nikasil because it:
- Exposes embedded silicon carbide (SiC) particles, which form the wear-resistant sliding surface
- Establishes the correct plateau finish with proper peak height (Rpk) and valley depth (Rvk)
- Ensures a fast break-in and maintains an oil film to control wear and consumption
Mahle uses diamond or CBN honing followed by a plateau honing step or brush honing to finalize the bore surface.
Improperly honed cylinders may result in high oil consumption, poor ring seal, accelerated wear, smoking, and other problems.
What is the correct surface finish for Nikasil?
An important part of honing the NSC plating is to provide a proper surface finish. If too rough, ring wear will be harsh, and if too smooth, the rings will not seat properly. Oil retention in the bore can also be negatively affected if the crosshatch is not the proper depth. A surface profilometer is used to check the roughness average (Ra) and the RpK (reduced peak height), RvK (reduced valley depth), and Rk (core roughness) of honing patterns to ensure proper engine performance. With this equipment, it is possible to calculate the actual volume of the oil held on the surface, or bearing area curve (also referred to as the bearing ratio curve or Abbott-Firestone curve). Examples of typical Nikasil surface finishes can be found a bit further down on this page.
What is the correct crosshatch angle for a Nikasil cylinder?
Crosshatch angle is important to ensure proper ring rotation. The big difference between Nikasil and cast iron cylinders is the honing crosshatch angle – Nikasil cylinders usually have as shallow as a 10-15 degree crosshatch angle, but typical is 30 to as high as 50 degrees. The optimal crosshatch angle is driven by the choice of piston ring, with 30-40 degrees providing a very conservative cross hatch angle that will work with most ring types.
What is Rk, RpK, and RvK and why are these surface texture parameters important?
The core roughness or Rk is a measure of the core roughness with the major peaks and valleys removed. These values are only useful when evaluating a plateau finish.
The reduced peak height or RpK is a measure of the peak heights above the core roughness. The RpK is also a measure of the material that may be removed during break-in. However in the case of Nikasil, it’s very important that the bores are plateau honed which removes these peaks as the engine will not be able to wear away the higher peak material. Plateau honing simulates mating of cylinder bore surfaces and piston rings during break-in in engines with iron bores by eliminating these peaks, reducing break-in and improving sealing, while leaving crosshatch to retain lubrication. As Nikasil is many times harder than iron bores, if the RpK is too high, the piston rings will wear out prematurely well before the peaks can be removed.
The reduced valley (scoring) depth or RvK is a measure of the depth of the valley below the core roughness. Rvk is also a measure of the lubrication retention ability of the cylinder walls.
There are also other parameters worth looking at including Rmr2, Rmr0, Rvo, Wt, and Rz.
Remember, choice of piston ring will certainly affect what is the optimal surface finish for any cylinder type.
What is the proper way to clean a freshly honed Nikasil plated cylinder?
LN Engineering has developed a specific cylinder bore cleaning tool that is designed to ensure precision cleaning of Nikasil, iron, or steel cylinder bores before assembly, addressing a critical step often overlooked by engine builders. This tool, equipped with specially designed mandrels and high-quality aluminum oxide pads, thoroughly scrubs and cleans the cylinder bore cross-hatch. It effectively removes embedded debris from the honing process, reducing the risk of scratches, improving ring seal, and minimizing blow-by and oil consumption. It can also be used to deglaze cylinder bores when re-ringing a used cylinder. if you are measuring your surface finishes prior to cleaning the bores when honing, your numbers are going to be off. This tool is an essential addition to any engine builder’s toolkit, addressing the often-missed final step in cylinder preparation to ensure your engine build meets the highest standards. If you aren’t using this tool and our process, we guarantee you you aren’t cleaning the bores properly, which will result in streaking and potentially damage to the pistons, rings, and cylinder walls associated with the presence of surface contamination.
Please note that cylinder bore surface finishes may change after cleaning, so we recommend using a profilometer both before and after cleaning so that you can adjust your honing process.
Likewise, it’s equally important to scrub the piston rings with scotch-brite and ATF to remove manufacturing remnants from the piston rings that further contribute to poor results when using Nikasil cylinders.
How do you check the surface finish on Nikasil cylinders?
Only once you have properly cleaned your cylinders, the only way to properly inspect the surface finish on any cylinder is with a profilometer. We utilize a Mitutoyo SJ-210 Portable Roughness Tester to verify that cylinders are honed properly along with Digital Metrology’s TraceBoss software and a 2 micron stylus, which gives us the most accurate data possible when evaluating surface finishes. The SJ-210 utilizes a stylus that resembles the needle on a record player that when dragged across the cylinder bore surface, a trace showing the surface texture is generated. If you don’t have TraceBoss, you can use the following steps and settings to configure your SJ-210 using the built-in software:
1.0 Mitutoyo SJ-210 Profilometer Settings
1.1.0 Power up Profilometer
1.2.0 Slide Open Cover to Expose Options Pad
1.3.0 Press Enter/Menu
1.4.0 Select Set Environment
1.4.1 Select Switch Unit
1.4.2 Select Inch
1.4.3 Press Esc/Guide
1.5.0 Select Measurement Condition
1.4.1 Select Setting
1.4.2 Standard: Select ISO1997 for Roughness Standard
1.4.3 Profile: Select R for
1.4.4 Filter: Select Gauss
1.4.5 Ác: Select 0.03
1.4.6 Ás: Select 100
1.4.7 N: Select 5
1.4.8 Pre/Post: ON
1.4.9 M-Speed: Select 0.02 in/s
1.4.10 Range: Select Auto
2.0 Setting Parameters
2.1.0 Press Enter/Menu
2.2.0 Select Parameters
2.2.1 Select Ra
3.0 Stylus Location and Positioning (Correlation)
3.1.0 Ensure Stylus is Parallel with Surface
3.2.0 Approximate Depth of Sample 2.25” From Deck Surface
It is imperative that the stylus tip is inspected daily using a microscope to ensure it’s not damaged and that the SJ-210 is calibrated before use using the calibration square provided by Mitutoyo.
We also recommend using QMP Racing Engines Stylus Holder which allows you to place and secure the SJ-210’s stylus anywhere in the bore.
What are typical surface finishes for Nikasil?
According to Mahle, a typical Nikasil cylinder has a 0.4 μm (15.7 μin) roughness average with 96% bearing surface and an average valley depth of 1.2 μm (47.24 μin).
- An Rpk less than 5 µin may not break in properly.
- An Rvk over 45 µin can cause over-oiling and high oil consumption.
- Cross-hatch angles over 50 degrees (included angle > 100 degrees) is too steep and will result in poor oil retention and high wear.
Over the years, we’ve had the opportunity to measure surface finishes on numerous new OEM cylinders with Nikasil plating. Shown below are results from profilometer traces from our Mitutoyo SJ-210 using the ISO1997 standard. These were taken using a 5 micron tip and the software provided by Mitutoyo, which is what most people will be using outside our QC lab.
Capricorn Sleeve
| Ra | Rk | Rpk | Rvk |
| 14.63 | 39.55 | 17.10 | 33.53 |
Mahle Cylinder (aircooled Porsche)
| Ra | Rk | Rpk | Rvk |
| 3.85 | 11.64 | 4.55 | 9.54 |
Mahle Sleeve (watercooled Porsche)
| Ra | Rk | Rpk | Rvk |
| 7.98 | 24.28 | 9.68 | 15.11 |
Polaris
| Ra | Rk | Rpk | Rvk |
| 7.39 | 20.07 | 7.29 | 19.13 |
What piston rings can you run with Nikasil plated cylinder bores?
Historically, phosphate coated cast iron piston rings have been primarily used with cylinders with Nikasil plated cylinder bores. Hard chrome plated piston rings should never be used with Nikasil bores, but CrN (Chrome Nitride) coatings typically found on carbon steel piston rings are compatible with Nikasil or equivalent nickel silicon carbide plated cylinders. Likewise ductile iron or “plasma-moly” rings can also be used with Nikasil cylinders.
Once you choose the right ring material and coating, selecting the correct second and oil control ring is probably the most important thing to consider. Aside from the oil control ring whose function is self-explanatory, the second piston ring’s primary function is actually oil control. Although a napier style second ring’s hook acts like an oil scraper, a taper face ring will actually wear better over time and is a much better choice for Nikasil bores. It is equally important that the second ring is light checked to ensure the ring is “light tight,” which refers to how round the ring is. Unlike the top piston ring that is OD ground to ensure proper sealing, the 2nd piston ring is not ground or lapped, so if it’s not light tight it will not seal properly and lead to increased oil consumption.
And when it comes to the oil control, most of the factory ring sets for Nikasil bores, like those used by Porsche, have a 2pc cast oil control. However, a modern 3 pc oil control will provide excellent results as long as the correct rails and expanders are used. Besides the ring material or coating type used for the oil control rails, having the correct oil control ring tension is critical to low oil consumption. Unlike cast iron bores where standard or high tension 3/16 ring with 20-24 lbs of tension can be used to provide low oil consumption, Nikasil bores require the use of low tension rings. As a result, oil consumption is typically higher than an engine with iron bores, but lower tension rings do have their benefit: reducing friction, freeing up lost horsepower, and lowering oil temperatures. When selecting your oil control rings, ideally the tension should be around 10 lbs but no less than 7 lbs. Remember, after break-in, ring tension will typically drop about 1 lb, so in a perfect world choosing an oil control with closer to 11 lbs of tension will provide optimal oil control. For reference, a 2mm oil control typically has 7-8 lbs of tension where a 3mm is 9-11 lbs.
Lastly, the top piston ring serves as the compression seal and is often gas nitrided. The gas nitriding process hardens the piston ring, providing extended life and protection under extreme conditions, which is especially important when running Nikasil plated cylinder bores. PVD (physical vapor deposition) coatings can be applied to the top ring to further improve performance to effect reduced wear, faster break-in, or some other benefit imparted by the coating’s properties. TiN titanium nitride is the logical choice for use on rings for Nikasil bores. Cast iron and GN soft-gas nitrided rings are the proven go-to choices for use on Nikasil cylinder bores.
Even if you use the correct piston rings, if the surface finish is not correct for the cylinder bores or the cylinders are not properly cleaned before assembly, the piston ring faces will be damaged due to the hardness of the cylinder bore plating.
Why is it important to use a tapered sleeve ring compressor with Nikasil?
Using a tapered sleeve piston ring compressor, such as the Wiseco RCS series, is crucial when assembling engines with Nikasil-plated cylinders. Nikasil coatings are thin, hard, and sensitive to damage from improper installation techniques. Traditional band-style ring compressors can apply uneven pressure, increasing the risk of damaging the delicate Nikasil surface or the piston rings themselves. If you dent the deck and chip or lift the Nikasil, it can cause the plating to delaminate off the cylinder bores, spreading foreign object debris through your engine.
Tapered sleeve compressors provide a smooth, consistent taper that gently compresses the piston rings, allowing for easier and safer insertion into the cylinder bore. This method minimizes the chance of ring distortion or cylinder wall damage, ensuring optimal ring seating and engine performance. Each Wiseco RCS sleeve is bore-size specific, machined from a forging, and hard anodized for durability, making them ideal for precision engine assembly.
What is the best assembly lube to use with Nikasil cylinders?
Always a loaded question, many engine builders have their own preference here. Thick or dry assembly lubes should be avoided. Likewise, dry assembly is a big no-no. Bare minimum, WD40 on the bores and conventional, non-friction modified oil should be applied to the piston skirts, wrist pins, and piston rings. Break-in oil can certainly be used for this, but LN Engineering has tested another option, our 607-PAL Piston Assembly Lube, which performs like WD-40, but with a viscosity equivalent to SAE 30 WT, so it’s more tenacious.
What is the best way to break in an engine with Nikasil cylinder bores?
It’s critical after the initial 20-30 minutes to break in the camshaft and lifters (or rockers) and get the engine up to temperature that the engine sees a load to ensure the rings can seat properly. You need cylinder pressure to seal the rings against the cylinder walls. Without access to a dyno to break in your rebuilt engine, driving the car while varying the speed and load as well as applying full throttle (without going to redline) and engine braking to seat the rings is required to break in the engine correctly. Remember, without a load, parts can’t wear in.
Remember excess idling of a fresh engine without any load will result in the bores glazing over, requiring tear down to deglaze the cylinder bores and re-ring the pistons. It is equally important that the engine is not running rich during break-in as over-fueling will result in the cylinder bores being washed down with fuel. Remember fuel is not a lubricant and excess fuel will break down lubrication and cause damage to the rings and possibly even to the cylinder bores.
Is a break-in oil needed to properly break in a new set of Nikasil cylinders and piston rings?
If you have fitted a new camshaft, lifters, rockers, or any other new valvetrain related components as part of your rebuild, a break-in oil should be used. We use and recommend Driven break-in oils for the first 20-30 minutes or however long is recommended for breaking in the camshaft and followers, followed by the appropriate conventional non-friction modified engine oil. Beware running a break-in oil too long – doing so can actually hinder seating the rings on engines with Nikasil cylinder bores. However if you are simply replacing your pistons and cylinders or re-ringing an engine, the aforementioned intermediate oil can be used instead. It is critical that you do not use any oil containing Moly or equivalent friction modifiers nor semi- or full-synthetic oils until the piston rings are fully seated.
How long does it take for pistons rings to break in on an engine with Nikasil bores?
Depending on how the engine is broken in, the time and mileage for rings to be fully seated can vary greatly. Ideally an engine should be broken in on an engine or chassis dyno where air fuel mixture, temperature, and loads can be closely monitored. However, an engine broken in on the street can take anywhere up to 5,000 miles to have the rings to be fully seated. It is common for engines with Nikasil bores to consume more oil during this period and depending on what oil and rings are used and also how specifically the engine is tuned and run-in will greatly affect the length of time required for break-in and success of the engine rebuild. A friction modified, semi-synthetic, or full-synthetic engine oil should not be used in any rebuilt engine with Nikasil cylinder bores unless the rings have fully seated and the engine is completely broken in.
Why are my Nikasil cylinders streaked after break-in?
When bore scoping a fresh engine, what you are seeing can be commonly misdiagnosed as cylinder bore scoring, when it is in fact cylinder bore streaking. A certain amount of streaking is normal during break in as the rings and the coating wear into each other. The marks are lot like tire marks on pavement and need some time to wear off. More time on the engine in most cases will help ring seal. The extra time will not damage the coating further.
It is completely normal to experience streaking caused by transfer during break in of piston and ring coatings. During the break in process, streaking is analogous to a “footprint” left behind from the rings, piston coatings, and Nikasil while they all mesh together and is cosmetic, not affecting ring seal or engine performance. Given time, streaking will dissipate with continued normal usage.
Aside from streaking, scuffing of Nikasil cylinders can commonly be attributed to improper ring tension, incorrect ring end gaps, lack of attention to detail when gapping rings, or insufficient cleaning of the cylinder bores.
It has also been reported the streaking is common in Ford Coyote engines with PTWA cylinder bore coatings, so this is not isolated to just engines with Nikasil cylinders.
Do Nikasil cylinders suffer from scoring?
It is uncommon for Nikasil cylinders to suffer from bore scoring as seen in hypereutectic Alusil or Lokasil engine blocks. However, there are instances where the Nikasil can be damaged. This is typically due to poor preparation and cleaning during assembly, over-fuelling and loss of proper lubrication, or ingestion of dirt or other contaminants due to poor air filtration.
What is the typical oil consumption for an engine with Nikasil cylinder bores?
On average, an engine with Nikasil cylinder bores will consume about 1 quart per 1,000 miles, however there are many variables including surface finish of the cylinders, what rings are used, selection of oil, how the engine is broken in, and tune of the engine that can affect oil consumption.
Where can I learn more about reconditioning ?
Introduction to Reconditioning Engine Blocks discusses various aspects of engine blocks, including the differences between closed deck and open deck designs, their advantages and disadvantages, and suitable applications. It also covers engine block reconditioning and repair processes, the characteristics of Alusil and Lokasil hypereutectic aluminum engine blocks, and cylinder platings and coatings like Nikasil, PTWA, and APS. The article further explores techniques for reconditioning cast iron and aluminum blocks, the importance of cylinder bore surface finish, and an overview of engine block sleeving, including wet and dry sleeving. Lastly, it emphasizes the significance of proper honing for engine efficiency and longevity.
| Image | SKU | Name | Price | Buy: | Stock | hf:tax:product_cat | hf:tax:vehicle-fitment |
|---|