9A1 2009 Boxster Cayman 911

9A1 2009 Boxster Cayman 911 Nickies™ Sleeves and Processes
MA1 9A1 Alusil Engine Cylinder Bore Scoring Solutions for Porsche 997.2 987.2 991.1 981 Models
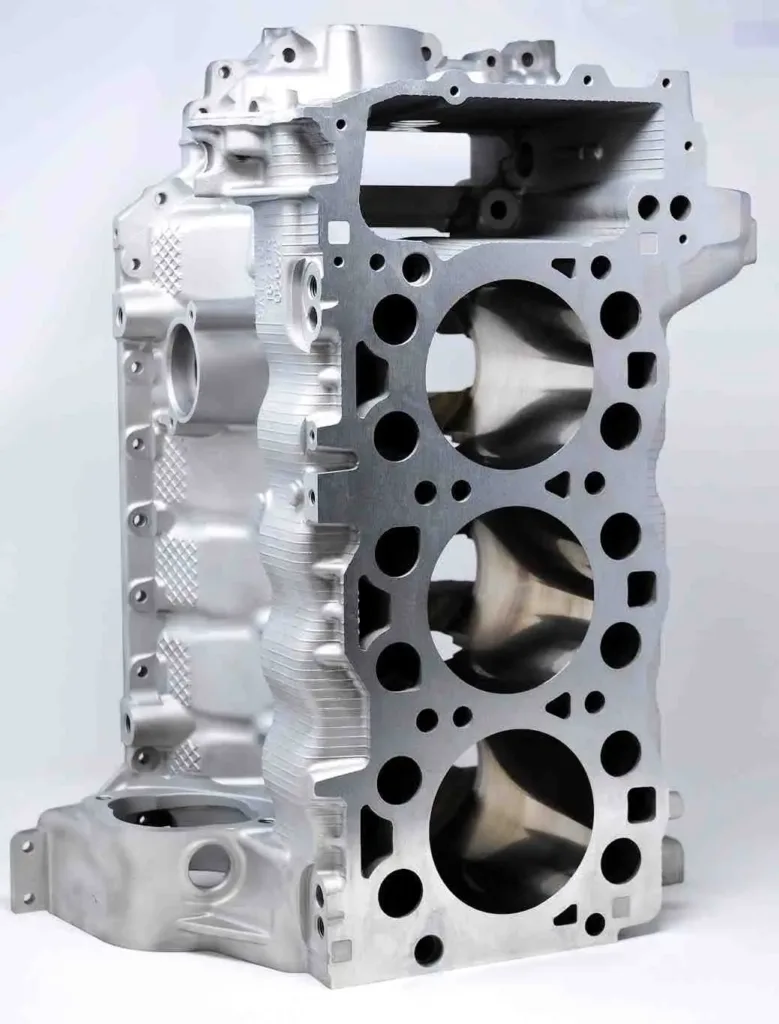
In 2009, Porsche introduced the MA1 engine for the Boxster, Cayman, and 911 models, including Turbo and GT3 models, eventually used even in some of Porsche’s race cars through the 991.1. This all new engine featured a closed-deck Alusil engine block (as compared to the open deck blocks used by Porsche for decades) and direct injection (987.2 base models still utilize port fuel injection). Among the changes made were the elimination of the intermediate shaft and inclusion of a vastly improved wet sump oiling system that eliminates oil starvation issues common in M96/M97 engines. Some later models were fitted with true dry sump oil systems with an external (engine mounted) oil tank. With these changes, the MA1 (9A1) engine has shown itself a worthy replacement. With the popularity of the Cayman Interseries and PCA’s GTB1/GTB3 racing classes based on the Cayman S followed by the Porsche Cayman GT4 Clubsport, the engine’s durability for track use with little to no modifications has been proven.
However, there are some issues that have been identified, especially with these cars now being over ten years old. Like with prior Porsche engines that utilized Lokasil blocks, Porsche models with Alusil engine blocks can also suffer from cylinder bore scoring, including:
- 987.2 Porsche Boxster 3.4 bore scoring
- 987.2 Porsche Cayman 3.4 bore scoring
- 997.2 Porsche 911 3.6 bore scoring
- 997.2 Porsche 911 3.8 bore scoring
- 981 Porsche Boxster 3.4 bore scoring
- 981 Porsche Cayman 3.4 bore scoring
- 991.1 Porsche 911 3.4 bore scoring
- 991.1 Porsche 911 3.8 bore scoring
- 991.1 Porsche 911 4.0 bore scoring
Although base model Porsche Boxster and Cayman 987.2 and 981 models share similar Alusil engine blocks, we have never seen a case of cylinder bore scoring with these models.
Cylinder bore scoring occurs when there are insufficient exposed silicon particles to support the cylinder/piston system. The piston skirt coating can also wear through or come off entirely, allowing the uncoated piston skirt to make contact with the uncoated bore, resulting in galling and metal transfer from aluminum to aluminum contact. In normal operation, the piston and rings are supported by the oil film that surrounds these silicon particles, but as the bores wear, they fracture, and eventually there aren’t enough to prevent galling caused by adhesive wear.


We have also observed shrinkage in the castings in the cylinder bores in areas closest to the main bearing saddles that can result in piston seizure at the bottom of the cylinder bore. Insufficient oil film strength coupled with less than optimal piston pin offsets, very tight piston to cylinder clearances (less than .001″), fractured silicon particles, failing piston skirt coatings, and shrinkage/movement in the block castings can all result in cylinder and piston damage. Typical symptoms include increased oil consumption and engine noise caused by loss of piston ring seal and increased piston to cylinder clearance as the cylinder bores and pistons wear.
In the following video, you can hear the piston slap that occurs from the increased piston to cylinder clearance caused by the cylinder bore scoring as the problem worsens:
Beyond cylinder bore scoring, some of the other issues we have identified include fuel dilution of the engine oil due to extended oil change intervals, as fuel intrusion past the piston rings is common to direct injected engines. This can lead to increased cylinder and ring wear, but is easily addressed with shorter oil change intervals (no more than 6 months or 5,000 miles) and the use of an engine oil with increased HTHS viscosity and at least 300 ppm of Moly, such as Driven DI40. Driven DI40 is specifically designed for engines with direct injection and meets or exceeds the performance of Porsche C40 spec oils.
Equally important is to keep your fuel injectors clean by only using Top Tier fuels and regularly adding a fuel additive with polyetheramine like Driven Injector Defender to your gas tank.
Beyond the use of Driven DI40 and Driven Injector Defender, keeping the engine (and transmission) cool is the key to unlocking the longevity of the MA1 engine, especially for cars that will see track use. We recommend adding a BRS 2.5 quart billet aluminum Porsche deep sump which greatly reduces oil temperatures. Likewise, upgrading to CSF Radiators and adding one of our BRS Porsche transmission coolers to your Porsche Boxster, Cayman, or 911 make this platform even better. Here are some additional steps you can take to help prevent cylinder bore scoring in your Porsche engine.
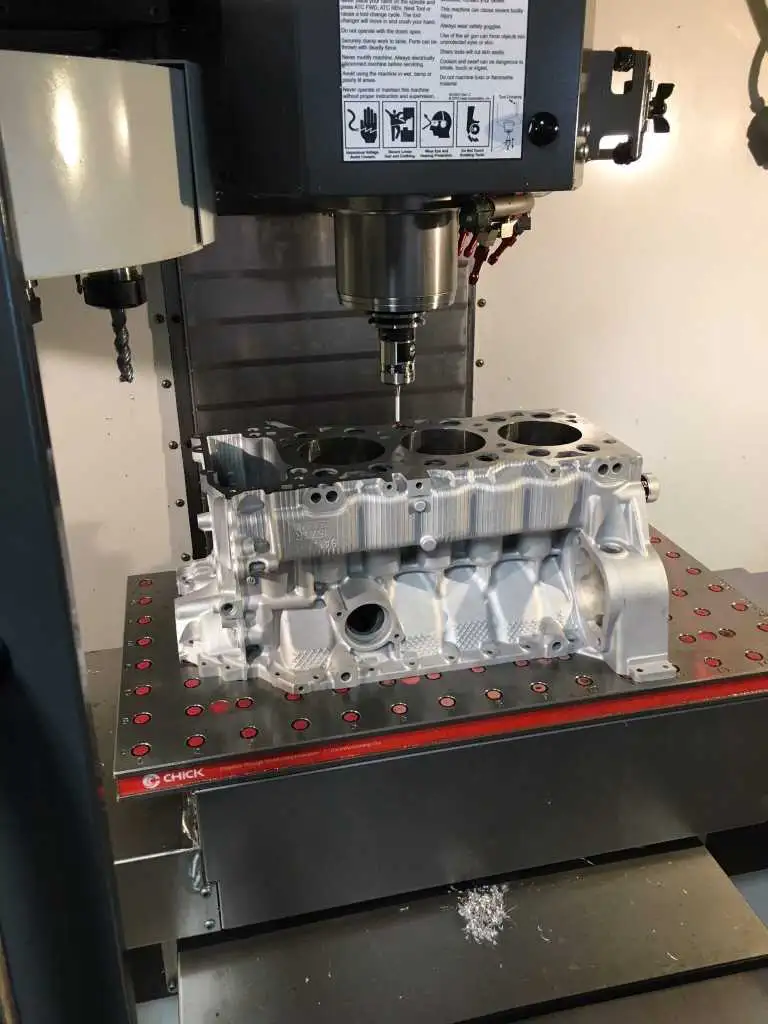
Thankfully, if your Porsche Boxster, Cayman, or 911’s engine does end up suffering cylinder bore scoring, LN Engineering has proven solutions to address the bore scoring and piston seizing related cylinder issues associated with MA1/9A1 engines. In most cases, sleeving is not required, but if the damage is excessive, we can dry sleeve single cylinders (as shown below) and use our Nickies Lite direct plating process to recondition the cylinders bores. Our Nickies process does allow for oversizes up to 2mm larger than stock, without sacrificing any strength or durability.

As part of our process, the original piston squirters have to be removed to facilitate honing of the bores after they are plated, however we modify the block to use serviceable piston squirters (new squirters are included but are not installed in the block). After the modification, squirters drop in behind the main bearings, so they are installed during final engine assembly. Cylinder bores are bored (and sleeved if required) then are Nikasil plated and finished to our specifications. Finally, the cylinder deck is resurfaced to ensure proper MLS head gasket sealing. All blocks go through our extensive in-house quality control process where we measure ovality, taper, and surface finish to ensure optimal results from an engine rebuild.
We supply custom JE Pistons with optimized piston to cylinder clearance and bank specific wrist pin offsets (which the factory pistons do not offer). We increase the piston to cylinder clearance over stock as the factory clearance is too tight and we use bank specific pin offsets to ensure quiet operation and increased longevity. Upgraded Forged Porsche MA1 CP-Carrillo Connecting Rods with WMC or CARR bolts further strengthen the MA1 bottom end, providing superior strength over the stock Porsche connecting rods that feature inferior connecting rod bolts that are susceptible to failure.
Bore Scoring in Porsche 991.2, 992, and 718 Models
Later 991.2, 992, and 718 (4-cyl) models still utilize an aluminum engine block, but the cylinders bores are coated using a SUMEbore coating. SUMEBore coatings are applied by a powder-based air plasma spraying (APS) process approximately .004″ thick per side (.008″ on diameter). The cylinder bores are then honed, resulting in a near mirror finish with microscopic porosity that helps to retain oil, allowing for the required tribofilm to form on the cylinder bores support piston and piston ring function. What is important here is that the coating is thin, like with Nikasil, and that allows for excellent heat transfer. The SUMEbore coating also provides reduced friction and other benefits, however if it does require refinishing, there currently is no cost effective way to recondition these engine blocks using the SUMEbore APS process. Thankfully, if you were to have a problem with a SUMEbore coated engine block, we can remove the SUMEbore coating and then use Nikasil plating to repair the engine block. That said, our experience with SUMEbore coatings is very positive and we have not experienced any cylinder bore scoring or any other cylinder related issues with any 991.2, 992, or 718 models that use this technology.
The First to 4.2 Liters – The Cayman X Project
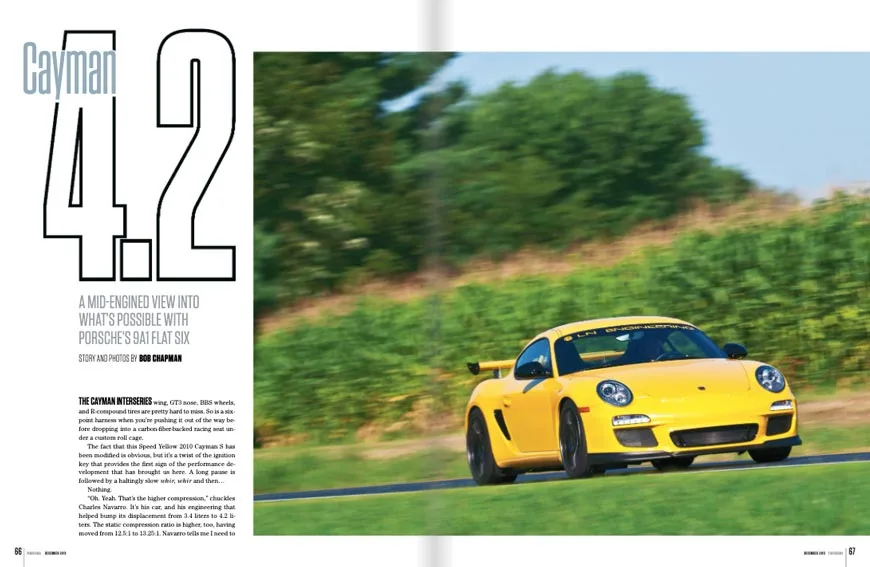

LN Engineering and Flat 6 Innovations were the first to 4.2 liters on Porsche’s new MA1 9A1 direct injected engine introduced in 2009. When Porsche was unveiling their new 911 model with a 4.0 liter engine, we were already to 4.2 liters. Cayman X, featured in the December 2013 issue of Porsche Club of America’s Panorama magazine.
Based on the original 2010 3.4 Cayman S engine, Flat 6 Innovation’s 4.2 liter 9A1/MA1, Cayman X featured both an increase in bore size as well as stroke and LN Engineering’s Nickies cylinders. The relationship between LN and Flat 6 goes back even before LN’s founding in 2002, with the partnership yielding the first 4.0 liter M96/M97 engine over a decade ago, as well as products like Nickies, IMS Retrofit, and IMS Solution products.
9A1/MA1 Alusil Engine Block Reconditioning Options
Once you have determined that your engine has cylinder bore scoring, you’ll need to find a shop to rebuild your engine. The engine will need to be pulled out of the car and fully disassembled. Once apart, the bare engine block can be sent to us for reconditioning.
Most customers choose to have us bore out the block which allows for a 2mm increase in bore size. As the 9A1/MA1 does not suffer from cylinder cracking like the M96 engine, it is not always necessary to sleeve these blocks. Once bored, we will have the blocks Nikasil plated which provides a superior wear surface that does not suffer from cylinder bore scoring like Lokasil or Alusil cylinder bores.
In the event that the original bore size must be maintained, the block can be dry sleeved to return the block to its original size, but this is significantly more expensive than over-boring and direct plating the block.
If requested or required, the deck is also resurfaced to ensure proper head gasket sealing (pistons have adjusted pin heights to accommodate our resurfacing of the engine block). Block case half heights are measured and custom thicker head gaskets are supplied where available (sold separately).
LN Engineering stocks 2mm oversize pistons for 2009 and later 9A1/MA1 Porsche Boxster and Cayman 987.2/981 and 911 997.2/991.1 models.
We also offer a stroker crankshaft, piston, and custom connecting rod combination to further increase the displacement of your 9A1/MA1 engine based on the 4.2 liter Cayman X for all Boxster, Cayman, and 911 models. When paired with the 81.4mm crankshaft, Boxster/Cayman S 3.4 engines can be taken to 3.8 liters and the 3.8 liter 911 S engine can be taken to 4.2 liters.
| Image | SKU | Name | Price | Buy: | Stock | hf:tax:product_cat | hf:tax:vehicle-fitment |
|---|